简体中文
简体中文
Novinky
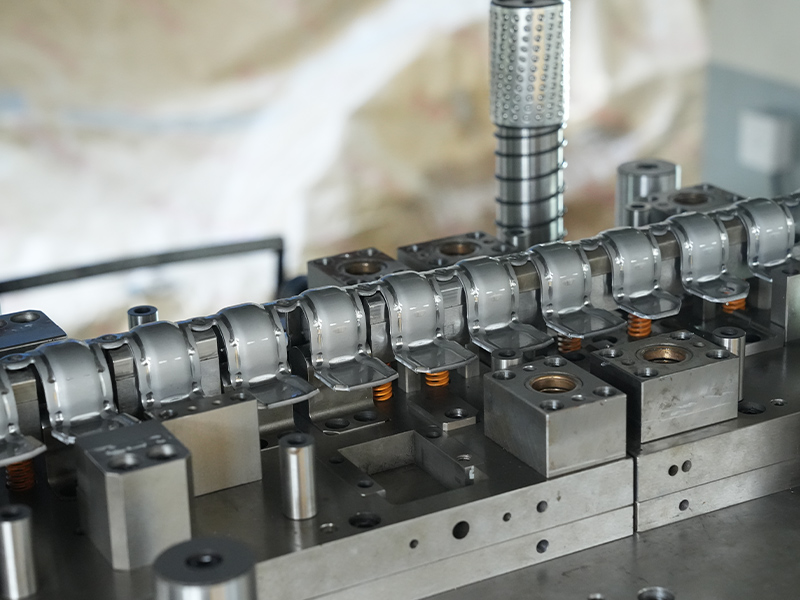
Domov / Novinky / Priemyselné správy / Praktický sprievodca dielmi na lisovanie medi: Dizajn, výroba a kontrola kvality

Otelpovaný tepelný štít z nehrdzavejúcej ocele je presný automobilový komponent určený na ochranu kritických systémov pred nadmerným teplom. Tento tepelný štít, ktorý je vyrobený pomocou technológi...
Pozri podrobnosti
Upevňovacie prvky z nehrdzavejúcej ocele Starlock sú špecializované komponenty na zadržiavanie určených na bezpečné držanie častí na mieste v zostavách vodného ventilu. Tieto upevňovacie prvky, kto...
Pozri podrobnosti
Naša držiak z nehrdzavejúcej ocele odolnej voči opotrebeniu je skonštruovaný pre vysokovýkonné aplikácie, kde sú prvoradé trvanlivosť a pevnosť. Vyrobená z prémiovej nehrdzavejúcej ocele, táto konz...
Pozri podrobnosti
Krytie solenoidového ventilu železa je komponentom s presným inžinierstvom navrhnutým na obklopenie a ochranu systémov solenoidového ventilu. Vyrábané pomocou procesov pokročilých kovov, ako je hlb...
Pozri podrobnosti
Naša držiak na montáž železa je robustné, univerzálne a vysoko odolné podporné riešenie určené pre širokú škálu priemyselných a komerčných aplikácií. Táto montážna konzola, ktorá bola postavená zo ...
Pozri podrobnosti
Náš automobilový oceľový držiak odolný voči korózii je navrhnutý na trvanlivosť a výkon v náročných automobilových aplikáciách. Táto konzolu, ktorá je vyrobená z vysoko kvalitnej oceľovej korózie, ...
Pozri podrobnosti
Naša príruba pre automobilovú oceľ je navrhnutá pre presnosť, trvanlivosť a výnimočný výkon v rôznych automobilových aplikáciách. Tieto príruby sú vyrobené z vysokokvalitnej uhlíkovej ocele, nehrdz...
Pozri podrobnosti
Tepelná doska s hliníkovým ventilátorom pre novú zástrčku na nabíjanie energie je kľúčovým komponentom vyrobeným z zliatiny hliníka pomocou technológie pečiatky, ktorá sa bežne používa v časti plug...
Pozri podrobnosti
Náš krycí ticho hliníka je vysoko výkonný, trvanlivý roztok určený na efektívne znižovanie hluku a vibrácií v širokej škále priemyselných a mechanických aplikácií. Kombináciou sily a odolnosti žele...
Pozri podrobnosti
Konzervované medené kolíky sú elektrické konektory s presnosťou navrhnuté tak, aby poskytovali spoľahlivý a efektívny výkon v širokej škále aplikácií. Tieto kolíky vyrobené z vysoko kvalitného mede...
Pozri podrobnosti
Fosforové bronzové konektory sú elektrické komponenty s presnosťou vyrobené zo zliatiny medi, ktorá kombinuje meď, cín a fosfor. Tento špecializovaný materiál ponúka jedinečnú zmes elektrickej vodi...
Pozri podrobnosti
Čistý tlmič nárazu zinkovej dosky je vysoko výkonné, odolné riešenie navrhnuté na zlepšenie funkčnosti a dlhovekosti rôznych strojov a zariadení. Tento šokový tlmič, ktorý je postavený z čistého zi...
Pozri podrobnostikontaktné údaje
Address: Č.
TEL: 86-15050692548
Ak máte záujem o naše produkty, obráťte sa na nás