简体中文
简体中文
Novinky
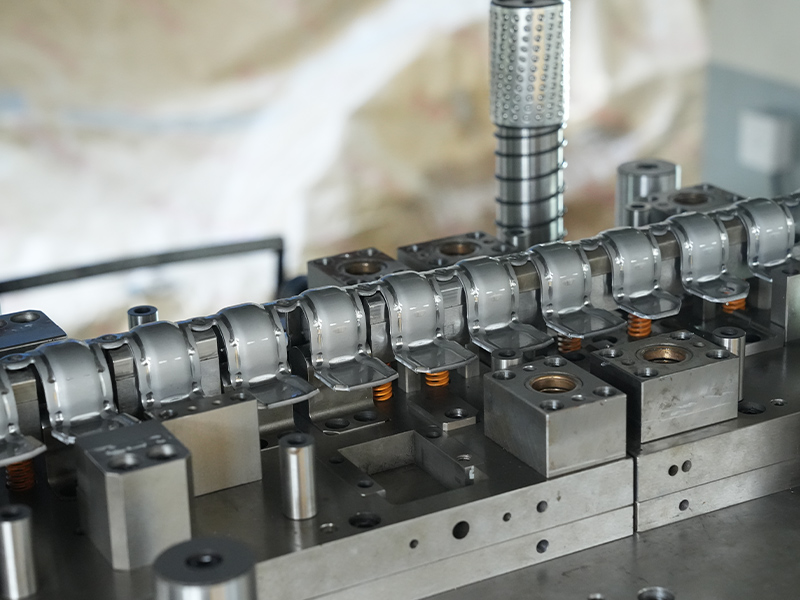
Domov / Novinky / Priemyselné správy / Sprievodca presnou výrobou lisovacích dielov z nehrdzavejúcej ocele: Procesy, materiály a kontrola kvality

Elektronický doplnok z nehrdzavejúcej ocele je komponent s presným inžinierom vyrobeným pomocou pokročilých techník pečiatky. Táto časť vyrobená z vysokej nerezovej ocele ponúka výnimočnú trvanlivo...
Pozri podrobnosti
Naše tesnenie turbodúchadla z nehrdzavejúcej ocele je skonštruované pre vysokovýkonné aplikácie v preplňovaných motoroch, čím poskytuje robustné a spoľahlivé tesnenie, aby sa zabránilo úniku výfuko...
Pozri podrobnosti
Krytie solenoidového ventilu železa je komponentom s presným inžinierstvom navrhnutým na obklopenie a ochranu systémov solenoidového ventilu. Vyrábané pomocou procesov pokročilých kovov, ako je hlb...
Pozri podrobnosti
Časti pečiatky momentu momentu železného motora sú komponenty s presným inžiniermi špeciálne navrhnuté pre meniče krútiaceho momentu v automobilových systémoch hnacieho ústrojenstva. Tieto časti, k...
Pozri podrobnosti
65 mn železná doska na zadanie sedadla s presnosťou je komponent kovového razenia s presnosťou vyrobenou z ocele s vysokým obsahom uhlíka (65 miliónov), materiálu známy pre svoju tvrdosť, pevnosť v...
Pozri podrobnosti
Držiak na zapojenie železa je robustný komponent s presnosťou navrhnutými na zabezpečenie bezpečného a efektívneho zapojenia prevodov v rôznych mechanických systémoch. Táto konzolta, ktorá bola pos...
Pozri podrobnosti
Náš automobilový oceľový držiak odolný voči korózii je navrhnutý na trvanlivosť a výkon v náročných automobilových aplikáciách. Táto konzolu, ktorá je vyrobená z vysoko kvalitnej oceľovej korózie, ...
Pozri podrobnosti
Naša príruba pre automobilovú oceľ je navrhnutá pre presnosť, trvanlivosť a výnimočný výkon v rôznych automobilových aplikáciách. Tieto príruby sú vyrobené z vysokokvalitnej uhlíkovej ocele, nehrdz...
Pozri podrobnosti
Naša klietka na ložisko s tenkou stenou meďnatého je základnou súčasťou určenej na použitie v presných ložiskách, ktorá ponúka trvanlivosť a efektívny výkon v rôznych priemyselných aplikáciách. Tát...
Pozri podrobnosti
Prachové uzávery mosadze sú základnými komponentmi navrhnutými na ochranu ložiskov a iných mechanických častí pred nečistotami, prachom, vlhkosťou a kontaminantmi, ktoré môžu spôsobiť predčasné opo...
Pozri podrobnosti
Fosforové bronzové konektory sú elektrické komponenty s presnosťou vyrobené zo zliatiny medi, ktorá kombinuje meď, cín a fosfor. Tento špecializovaný materiál ponúka jedinečnú zmes elektrickej vodi...
Pozri podrobnosti
Solenoidný pcíp na meď na striebro s kolíkom vodného čerpadla je vysoko výkonná, presná inžinierovaná komponent navrhnutá pre funkčnosť solenoidových ventilov vodného čerpadla. Tento kolík, ktorý s...
Pozri podrobnostikontaktné údaje
Address: Č.
TEL: 86-15050692548
Ak máte záujem o naše produkty, obráťte sa na nás