 简体中文
简体中文


Pochopenie hlavných príčin povrchového poškodenia
Účinná prevencia škrabancov začína pochopením toho, kde a ako sa vyskytujú vo výrobnom pracovnom toku. Primárni vinníci nie sú vždy zrejmí. Odieranie môže nastať počas vyhadzovania dielu z raznice, počas manipulácie a presunu medzi operáciami, v prepravných zásobníkoch alebo kontajneroch, počas sekundárnych procesov, ako je odstraňovanie otrepov, a dokonca aj pri konečnom balení. Vlastná tvrdosť nehrdzavejúcej ocele, pričom odoláva deformácii, môže byť prekvapivo náchylná na odieranie a poškodenie, keď sa dva kovové povrchy pod tlakom kĺžu po sebe, prenášajú materiál a vytvárajú viditeľné škrabance. Rozpoznanie týchto trecích bodov je prvým krokom k implementácii cielených protiopatrení.
Proaktívne stratégie: prevencia pri zdroji
Zmierňovanie škôd musí začať na samom začiatku výrobného procesu. Cieľom je vytvoriť prostredie, kde je povrchový kontakt kontrolovaný, tlmený alebo eliminovaný.
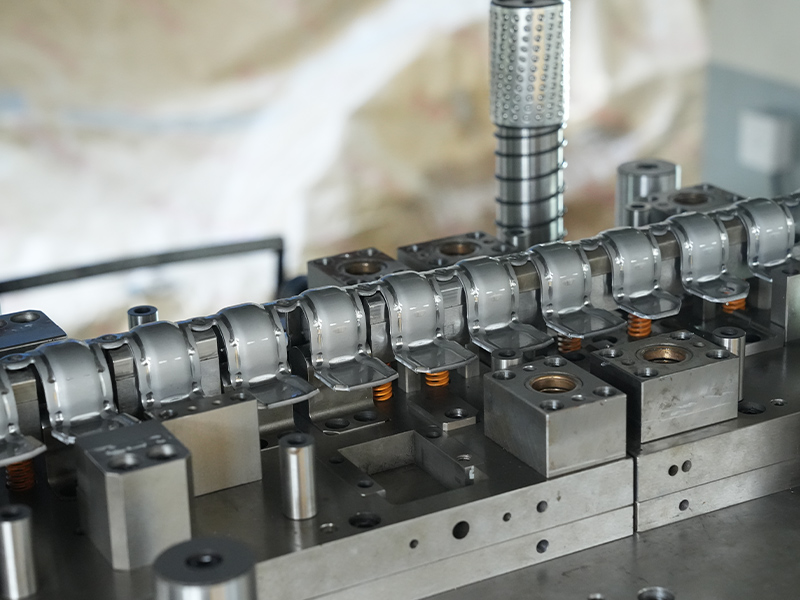
Dizajn nástrojov a matrice na ochranu
Konštrukcia a údržba samotnej raznice sú kritické. Medzi kľúčové postupy patria:
- Použitie leštených povrchov matrice s vysokokvalitnou povrchovou úpravou (napr. zrkadlový lesk #8) v oblastiach, ktoré sa dotýkajú kritických povrchov dielu.
- Špecifikovanie vhodných materiálov matrice, ako je kalená nástrojová oceľ alebo karbidové doštičky, aby odolali opotrebovaniu, ktoré môže vytvárať otrepy a nedokonalosti, ktoré poškriabajú diely.
- Implementácia systémov riadeného vyhadzovania pomocou dusíkových pružín alebo polstrovaných kolíkov, aby sa zabezpečilo hladké uvoľnenie dielov a aby sa neťahali cez oceľové povrchy.
- Nanášanie špecializovaných povlakov, ako je nitrid titánu (TiN) alebo uhlík podobný diamantu (DLC), na komponenty matrice, aby sa znížilo trenie a opotrebenie lepidla (zadieranie).
Výber materiálu a procesu
Výber správnej triedy nehrdzavejúcej ocele a procesných parametrov môže výrazne ovplyvniť citlivosť povrchu. Žíhané alebo mäkšie tempery môžu byť náchylnejšie na poškriabanie ako úplne tvrdý materiál, hoci sa ľahšie formujú. Pomocou ochranných fólií, buď dočasné odlupovacie polymérové vrstvy nanesené na zvitok pred razením, alebo tekuté mazivá s prísadami proti poškriabaniu, vytvárajú obetnú bariéru počas tvarovania a manipulácie.
Manipulačné protokoly: ľudský faktor a faktor pracovného toku
Aj pri perfektnom náradí je nesprávna manipulácia hlavnou príčinou poškodenia. Stanovenie a presadzovanie prísnych manipulačných protokolov je nesporné pre diely s vysokou povrchovou úpravou.
- Školenie operátora: Personál musí nosiť čisté bavlnené alebo nitrilové rukavice bez chĺpkov, aby sa predišlo odtlačkom prstov a priamemu kontaktu s kovom. Mali by byť vyškolení na manipuláciu s dielmi za okraje alebo nekritické povrchy.
- Dizajn pracovnej stanice: Na všetkých pracovných staniciach, kontrolných miestach a baliacich staniciach používajte čalúnené, neabrazívne povrchy (napr. PVC, plsť alebo silikónové rohože).
- Oddeľovanie dielov a skladovanie: Nikdy nedovoľte, aby sa vyrazené diely vo veľkom prevracali alebo drhli. Použite oddeľovače, oddeľovače alebo jednotlivé štrbiny v zásobníkoch. Pre skladovanie počas procesu stohujte diely ochranným papierom alebo penou.

Riadené prostredia pre sekundárne operácie
Procesy ako zváranie, brúsenie, leštenie a čistenie predstavujú vysoké riziká. Izolujte tieto operácie fyzicky alebo dočasne od čistých montážnych priestorov. Aby sa zabránilo krížovej kontaminácii uhlíkovou oceľou alebo abrazívnymi úlomkami, mali by sa použiť špeciálne nástroje a prípravky. Použite napríklad drôtené kolieska a kefy vyrobené len z nehrdzavejúcej ocele. Automatizované čistiace systémy (ultrazvuk, pasivácia) sú uprednostňované pred ručným čistením, ktoré môže spôsobiť nekonzistentné škrabanie.
Balenie: Posledná vrstva obrany
Balenie je posledným kritickým krokom na zachovanie integrity povrchu počas prepravy. Obal musí diel úplne znehybniť. Bežné účinné metódy zahŕňajú:
| Spôsob balenia | Najlepšie pre | Kľúčový materiál |
| Balenie VCI (prchavý inhibítor korózie). | Zabraňuje korózii a ľahkému oderu | VCI papier, pena alebo fólia |
| Vlastná penová dutina | Vysokohodnotné alebo jemné diely so zložitou geometriou | Polyetylénová alebo polyuretánová pena |
| Priehradkové plastové podnosy | Veľkoobjemové malé až stredné diely | Staticky disipatívne alebo vodivé plasty |
| Zmršťovacia/naťahovacia fólia s chráničmi hrán | Veľké ploché diely alebo zmontované jednotky | Polyetylénová fólia s penovými chráničmi rohov |
Kontrola, triedenie a náprava
Robustný proces kontroly kvality je nevyhnutný na zachytenie a riešenie povrchových defektov. Kontrola by mala prebiehať pri kontrolovanom osvetlení (často biele svetlo LED) v kľúčových fázach: po lisovaní, po sekundárnych operáciách a pred konečným balením. Stanovte jasné limity akceptovateľnej kvality (AQL) založené na vzorke pre povrchové škrabance, definujte prípustnú dĺžku, hĺbku a umiestnenie. Všetky nezhodné časti by mali byť umiestnené do karantény. V prípade menších defektov možno na prepracovanie použiť kontrolovaný schválený postup leštenia s použitím postupne jemnejších brusív (napr. od pásov Scotch-Brite po jemnozrnné brúsne zmesi), ale musí sa to starostlivo zvládnuť, aby nedošlo k zmene kritických rozmerov.
Budovanie kultúry povrchového vedomia
V konečnom dôsledku predchádzanie poškriabaniu Lisovacie diely z nehrdzavejúcej ocele nie je oprava v jednom kroku, ale komplexný systém. Vyžaduje si to integráciu úvah od počiatočného návrhu a inžinierstva nástrojov až po prepravný dok. Najúspešnejší výrobcovia podporujú kultúru, v ktorej každý člen tímu, od operátora lisu až po špecialistu na balenie, chápe svoju úlohu pri zachovávaní integrity povrchu. Dosahuje sa to neustálym školením, jasnými štandardnými operačnými postupmi (SOP) pre manipuláciu a investovaním do správnych ochranných materiálov a zariadení, ktoré sa nepovažujú za náklady, ale za základné záruky kvality produktov a spokojnosti zákazníkov.










